As additive manufacturing (AM) becomes more accessible and mainstream, it’s becoming critical to understand its technology, applications, and limitations. In this article, we will explore the current technologies being used in 3D metal printing to create components.
Some key statistics with regards to the metal printing industry are listed below. These stats show a general increase in 3D metal printing adoption. With increased demand, there will be a proportional decrease in the various barriers to entry for the various technologies.
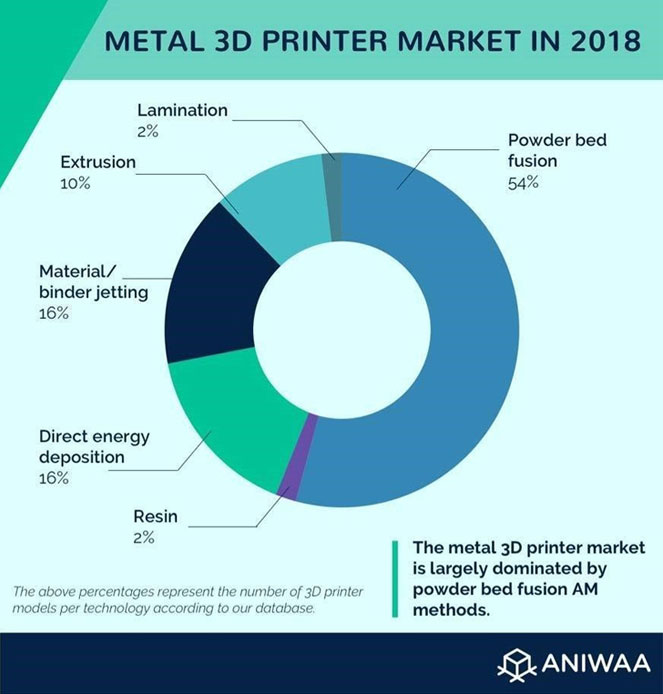
The market breakdown for the types of metal printing technologies used during 2019 are shown below. It’s clear to see that powder bed fusion is the market leader in terms of its wide deployment in the industry.
The number of applications for metal AM are limited only by the manufacturing cost and practicality. For everyday components, standard manufacturing techniques should be used. However, for advanced applications where production volumes are low, metal AM has many advantages and can significantly reduce the total part cost (including tooling).
Some typical applications are listed below:
There are various technology categories for 3D metal printing as listed here, and we’ll look into each technology in greater detail:
1.Extrusion or Deposition
2.Powder Bed Fusion
3.Metal Jetting
4.Combined Machines
1. Extrusion / Deposition
Extrusion based 3D metal printing has the lowest barrier to entry, and that is why these are the most affordable machines on the market. There are some advanced versions of the technology; however, their cost is significantly higher than the more commercial variants of extrusion printers. Here are some of the more common extrusion technologies:
FDM – For the hobbyist printer there are still options to print metal like components. The standard home printer uses PLA plastic filament. Filaments that contain metal powder are available where the powder can take up to 70% of the material make volume. Components made with this method are just cosmetic and do not have the material properties of the metal, just the appearance and feel of the metal. Furthermore, they are not designed to be sintered in a furnace afterwards.
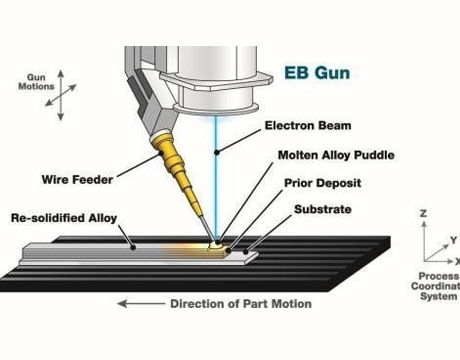
DED – Directed energy deposition is an advanced form of fused deposition modelling. Firstly, it can print metal which is not possible on typical FDM machines. And instead of melting the filament or wire inside a chamber, the metal wire is melted as it comes into contact with the print bed. This melting is done by means of a laser or electron beam. This machine is also not fixed to the 3 normal axes of an FDM machine but can instead deposit metal in 5 axes.
BMD – Bound Metal Deposition is a relatively new technique that has been patented by Desktop Metal. This printer works similar to traditional plastic FDM printers. A metal powder in a polymer matrix is used. Once the components are completed they are transferred to a furnace where they are sintered together and the polymer binder is burnt out. This burning out shrinks the component to its final size. All parts are slightly oversized by the printer software to compensate for this.
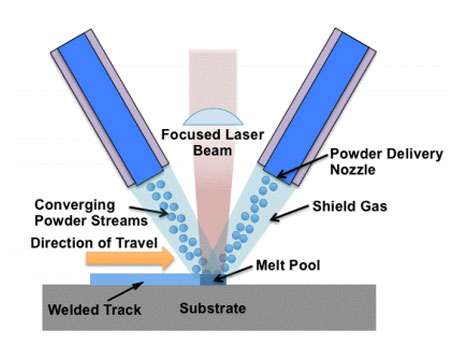
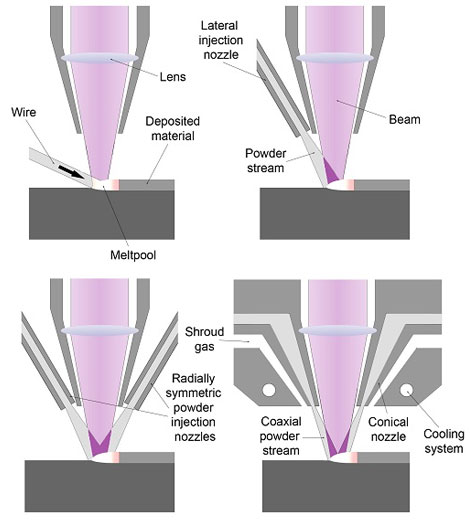
LMD – Laser Metal Deposition works by jetting a powder onto the bed and then melting it with a laser. The powder is deposited and melted using the same tool head. This tool head remains stationary, and the print bed moves underneath it. One of the areas where this method excels is the repair of existing components as it is not limited to a powder bed. LMD can also be used to coat existing components with high strength alloys such as Hastelloy, Inconel, and Stellite. Due to the high temperature involved in this process these coatings achieve a metallurgical bond which is far superior to bonds created with traditional coating methods.
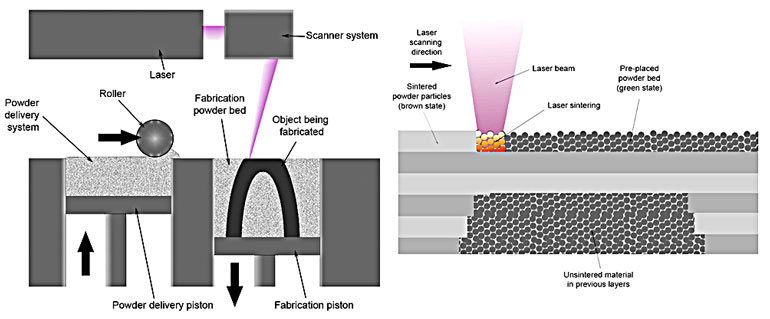
2. Powder Bed Fusion
This method of printing works by laying down a thin layer of powder, which can be as thin as 100 microns. Once the layer has been placed, a laser moves over the bed and traces out the pattern of the part, sintering or fusing the particles together. There are 3 main types of powder bed fusion printers. These are listed below:
DMLS – Direct Metal Laser Sintering. This process makes use of sintering, where the powder particles are not fully melted but are instead heated just enough for them to bind together.
DMLS results in components with no internal stresses. Normal manufacturing methods can result in internal stresses being introduced. This is not ideal for components that experience high stress during operation as these internal stresses can increase the likelihood of failure.
SLM – Selective Laser Melting. This process requires higher temperatures that melt the powder particles together. These higher temperatures are achieved by enclosing the printing bed with an inert gas. The components created are solid with no porosity. This process takes longer as the material needs to cool down from a much higher temperature. Furthermore, only pure materials can be used, no alloys.
EBM – Electron Beam Melting. This is an advanced process that uses an electron beam to melt the powder. Its principle is similar to SLM; however, the build volume needs to be in a vacuum, and only cobalt or titanium can be used. EBM is capable of a much finer level of control. As a result, the parts produced have a high accuracy.
3. Metal Jetting
Binder Jetting – Binder jetting works by laying down powder in thin layers, much the same as powder bed printers. However, in this case the bed is then coated with a binding agent with inkjet nozzles. This bonds the layers to each other instead of using a laser or electron beam. This is a very cheap way of printing metallic objects; however, they are not as structurally sound as parts made with other methods and can be compared to metal injection manufactured parts. In order to regain some of the metal properties, the part needs to undergo a further process to fuse the layers to each other. Furthermore, this low temperature method results in a much larger build volume not possible in other high temperature machines. It must be noted that many companies are looking at this technology as a way to bring 3D metal printing to the mass production industry.
4. Combined Machines
Despite the impressive abilities of 3D metal printing, there will always be a place for traditional subtractive machines like lathes and mills. This is because even 3D printed parts need to be machined to reach the kinds of tolerances and surface finishes needed in metal parts.
However, there are new technologies coming to the forefront that combine both additive and subtractive manufacturing. This capability allows a part to be completely manufactured in one set up, i.e., raw material is loaded into the machine and the finished component comes out in a few hours or days without any human involvement.
The main additive manufacturing technologies used in these types of hybrid machines are powder bed fusion (PBF) and directed energy deposition (DED). However, DED is preferred over PBF due to the higher speed, and there is no need for a separate chamber that houses the powder bed. DED can be used alongside Milling, turning and grinding machines.
There are numerous 3D metal printing technologies on the market, and each of these technologies are being continuously optimized and improved resulting in lower cost of machine and material. These machines are still relegated to high end manufacturing plants but will slowly start filtering down to smaller companies where you might come across a printer using one of the technologies mentioned above. With the fusion of additive and subtractive technology, there will be an accelerated rate of adoption once the benefits become clear.
If you want to read more Engineering content, you can check out our other blog entries here.

Content marketing helps marketers showcase their brand's value while also building trust with...

The digital age has transformed the way marketers engage with B2B audiences. As...